



304焊接工字钢现在的发展在市场中占有着很大的优势,焊接工字钢原材料在校直过程中应该注意分条的精确度,焊接工字钢在分条的时候会产生镰刀弯的形状,在校直的过程当中好多工人图方便,只是简单的压平了一下,在彻边上没有加上圆形的滚轮,滚轮的作用就是纠正焊接工字钢扁钢分条过程中的镰刀弯形状,大大提高了焊接工字钢的直线度和成材率,这是要注意事项,如果焊接工字钢尺寸和直线度确定了那么焊接加工起来就会比较快多了。
焊接工字钢在焊接过程中将分流器端片(T型材、H59-1黄铜)两件与电阻片(厚1.5、宽20、长45,锰铜板)5片;以高频加热的方式;用铜磷专用焊料焊接;要求:钎焊过程≤1min,重点解决:定位和焊接问题(以往钎焊过程采用气焊方法)。主要技术经济指标:焊后产品表面无氧化,焊接质量高于气焊;端片与电阻片焊接可靠,焊接无熔化及变形;保证分流器的电阻性能;操作效率提高两倍。

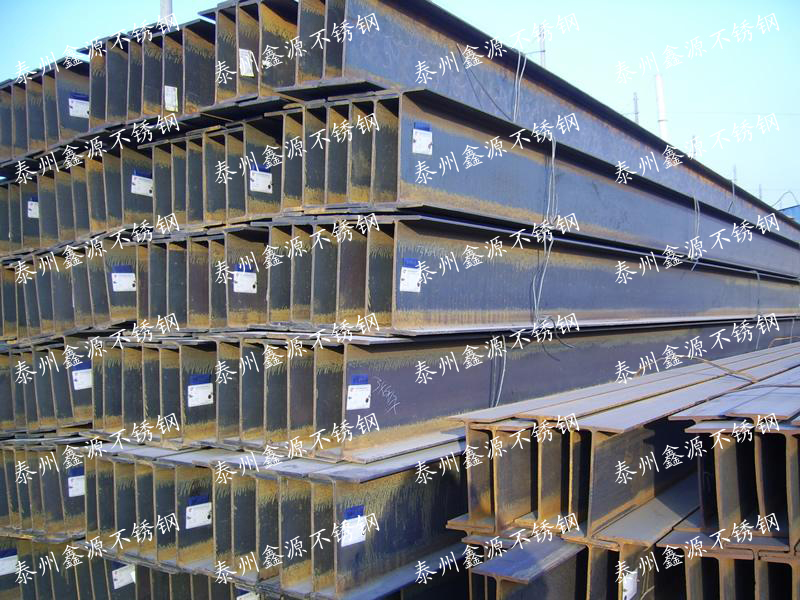
焊接工字钢的技术特点是:
1.焊接速度快,可达到18-45m/分;
2.热影响小,容易控制H型钢变形;
3.可焊接不同材质组合的H型钢;
4.可实现微张力操作,减少焊接应力。
鑫源为您提供:焊接工字钢,热轧一次成型H型钢均有,您均可选择适合您的。


 销售一部
销售一部